
Plastik Enjeksiyon Parçalarının Tasarım Kuralları
Mesaj bırakın
Plastik Enjeksiyon Parçalarının Tasarım Kuralları
Deep Mold plastik kalıp tasarımında iyidir, tecrübemizden dolayı, plastik enjeksiyon parçasının tasarım kuralları hakkında bazı görüşlerimizi paylaşmak isteriz.
Maksimum duvar kalınlığı
Döngü süresini kısaltmak (özel olarak enjeksiyon süresi ve soğutma süresini) ve parça hacmini azaltmak için bir parçanın maksimum duvar kalınlığını azaltın ve
YANLIŞ 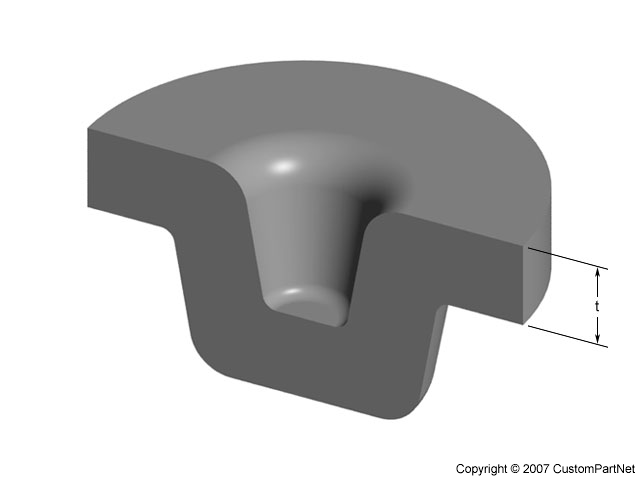 Kalın duvarlı bölüm | DOĞRU 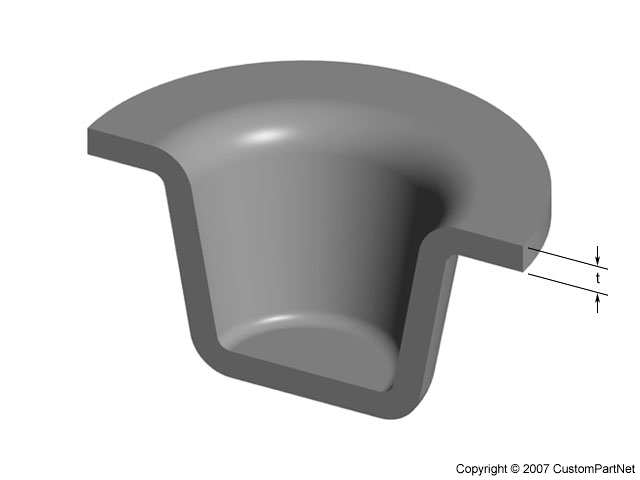 İnce duvarlarla yeniden tasarlanan kısım |
Düzgün duvar kalınlığı, düzgün soğutma sağlar ve hataları azaltır
YANLIŞ 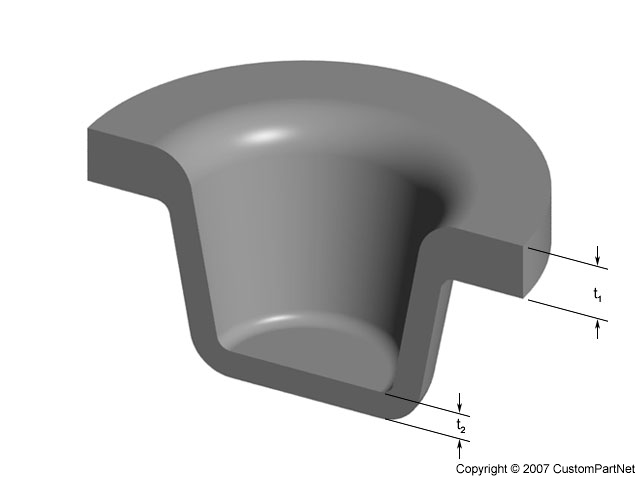 Düzgün olmayan duvar kalınlığı (t1 ≠ t2) | DOĞRU 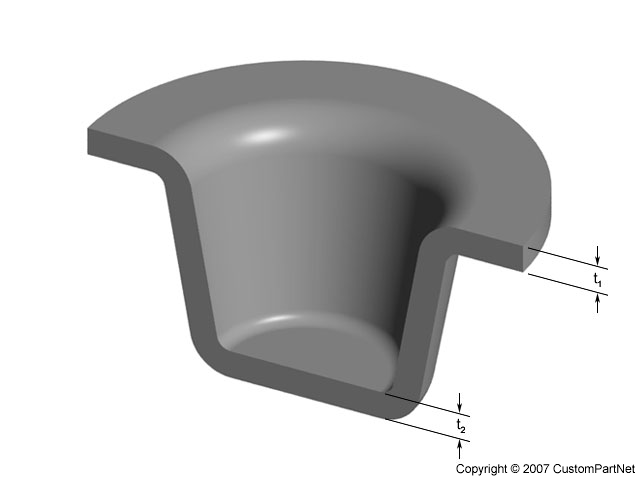 Düzgün duvar kalınlığı (t1 = t2) |
Köşeler
Stres konsantrasyonlarını ve kırılmalarını azaltmak için yuvarlak köşeler
İç yarıçap, en azından duvarların kalınlığında olmalıdır.
YANLIŞ 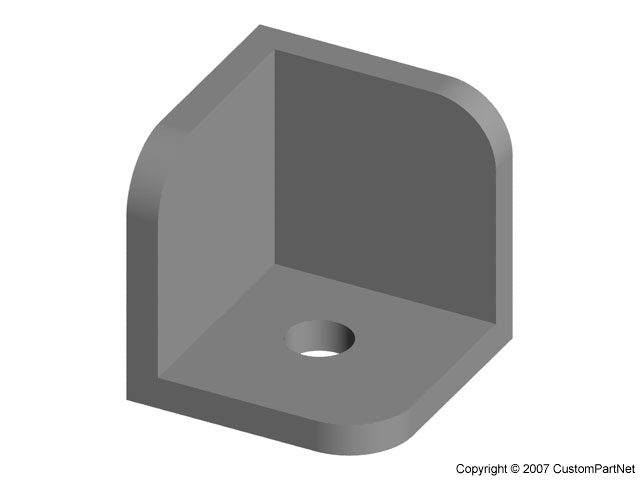 Keskin köşe | DOĞRU 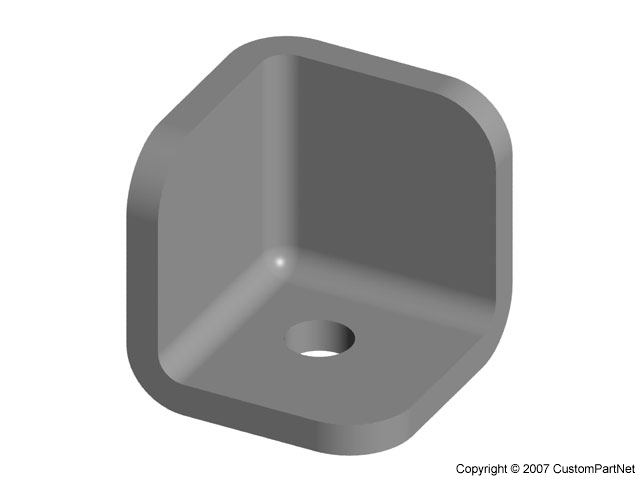 Yuvarlak köşe |
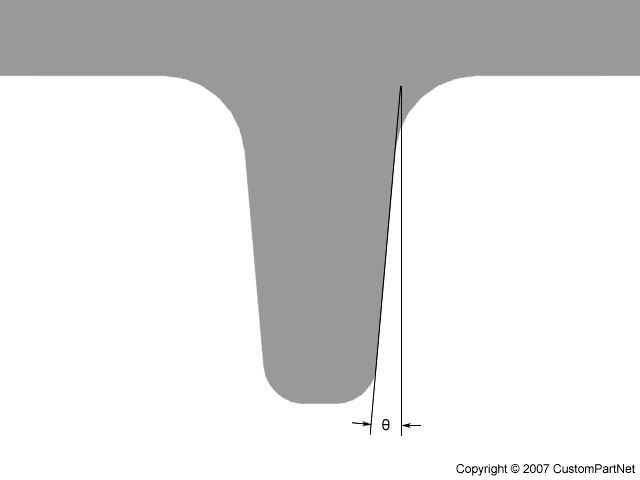
taslak
Parçanın kalıptan çıkarılmasını kolaylaştırmak için, bölme yönüne paralel tüm duvarlara 1 ° - 2 ° 'lik bir çekim açısı uygulayın.
YANLIŞ 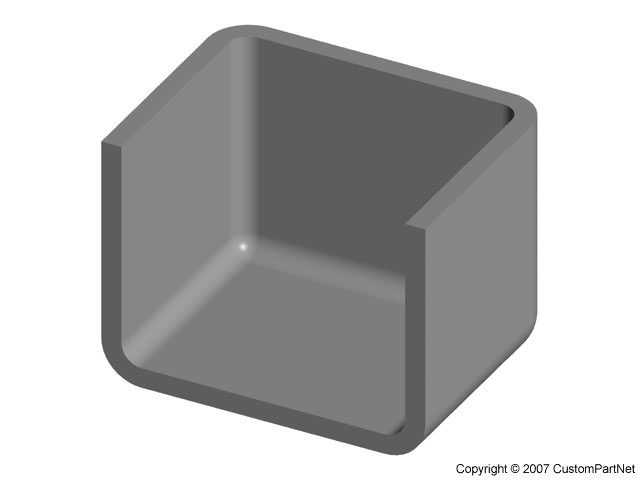 Hiçbir taslak açısı | DOĞRU 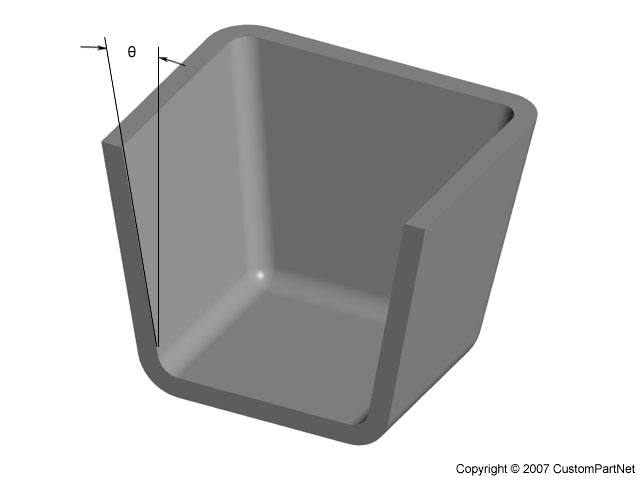 Taslak açısı (q) |
pirzola
Duvar kalınlığını arttırmak yerine yapısal destek için kaburga ekleyin
YANLIŞ 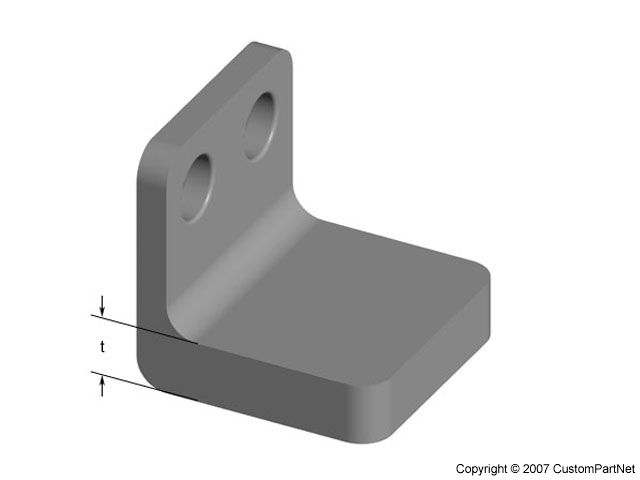 Kalınlığı kalın duvar t | DOĞRU 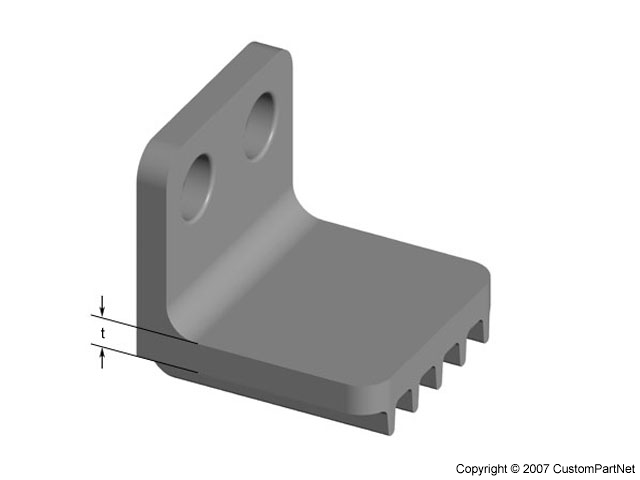 Kaburga ile t kalınlığı ince duvar |
Bükülmenin meydana gelebileceği eksene dik olan kaburgaları yönlendirin
YANLIŞ 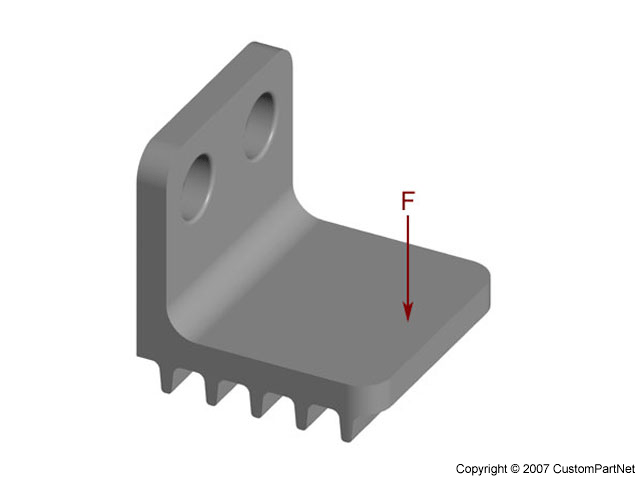 F yükü altında yanlış kaburga yönü | DOĞRU 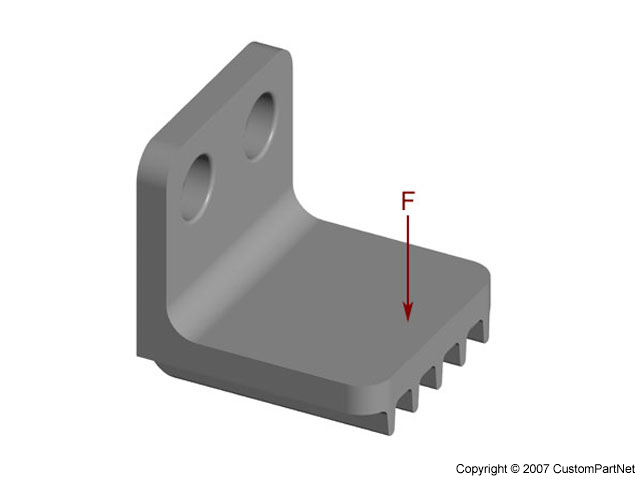 F yükü altında doğru kaburga yönü |
Kaburga kalınlığı, bağlı oldukları duvarların% 50-60'ı kadar olmalıdır.
Kaburgaların yüksekliği duvar kalınlığının üç katından az olmalıdır
Köşeleri bağlanma noktasında yuvarlaklaştırın
En az 0.25 ° 'lik bir çekim açısı uygulayın
YANLIŞ 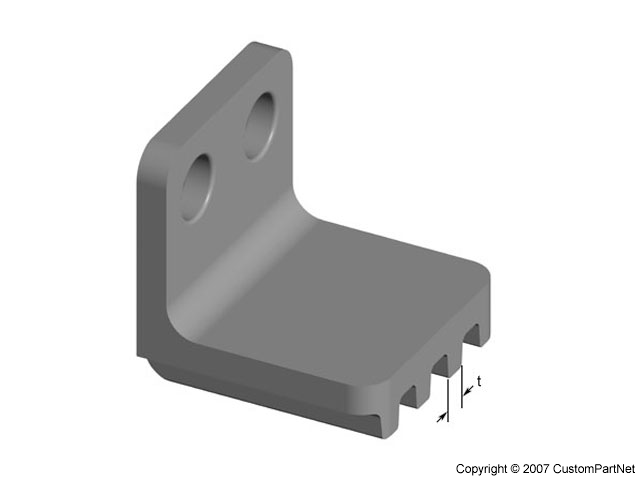 Kalın kalınlığı t kaburga | DOĞRU 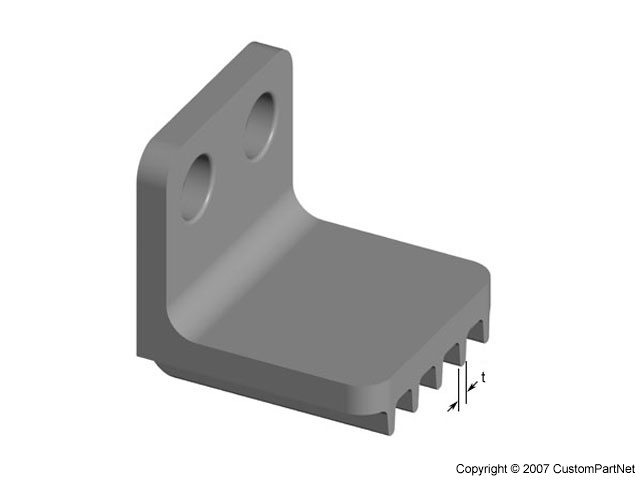 İnce kaburga kalınlığı t |
 Kaburga yakın çekim |
Patronlar
Patronların duvar kalınlığı ana duvar kalınlığının% 60'ından fazla olmamalıdır
Tabandaki yarıçap, ana duvar kalınlığının en az% 25'i olmalıdır.
Bitişik duvarlara bağlanan kaburgalar veya tabandaki köşebentler tarafından desteklenmelidir.
YANLIŞ 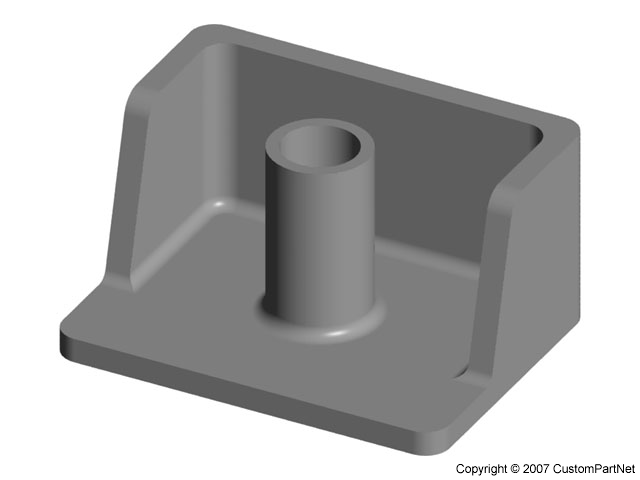 İzole patron | DOĞRU 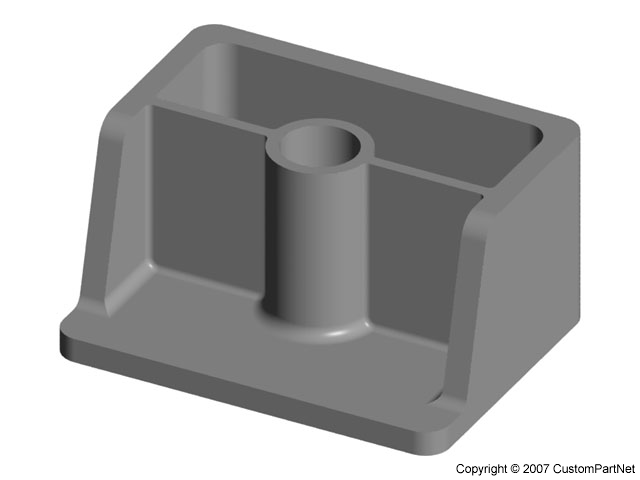 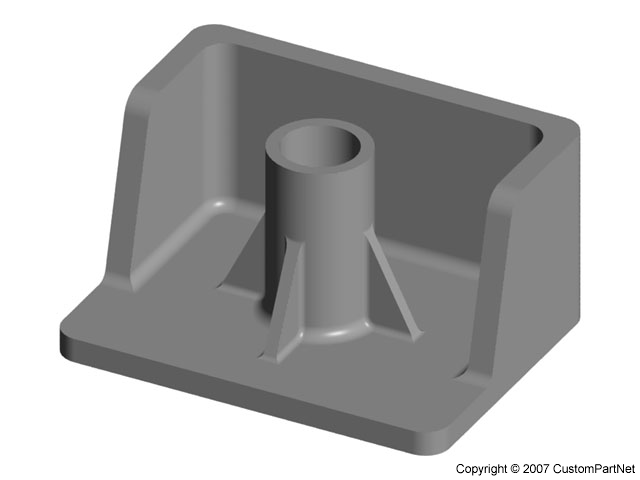 Kaburgalar (solda) veya köşebentler (sağda) ile izole edilmiş patron |
Bir patron bir köşeye yakın yerleştirilmek zorundaysa, kaburga kullanılarak izole edilmelidir.
YANLIŞ 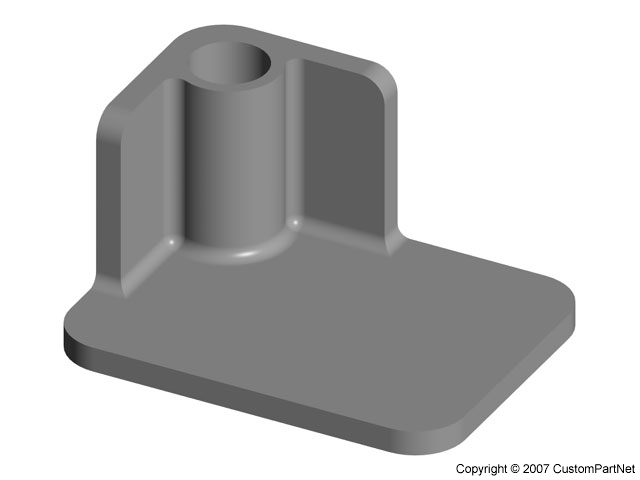 Köşede patron | DOĞRU 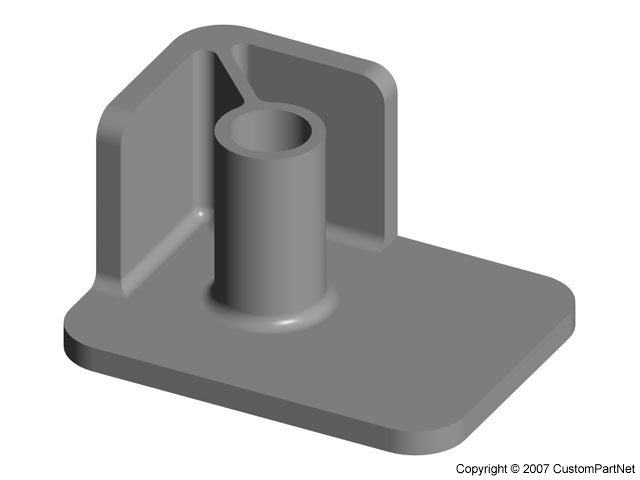 Köşede yivli patron |
Undercut'lar
Harici alt kesim sayısını en aza indirin
Harici alt kesimler, takım maliyetine katkıda bulunan yan çekirdeği gerektirir
Bazı basit dış alt kesiciler, ayırma çizgisinin yerini değiştirerek kalıplanabilir
 Basit dış kesme | 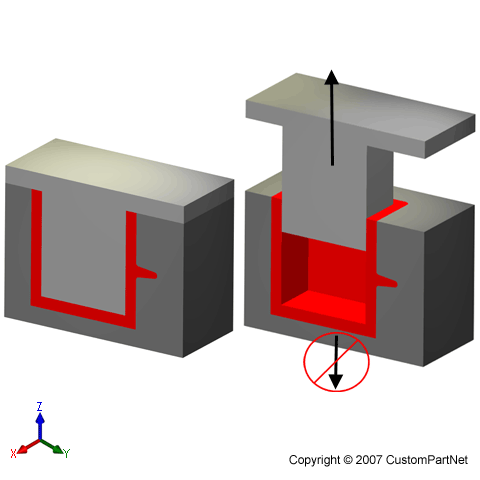 Kalıp ayıramaz | 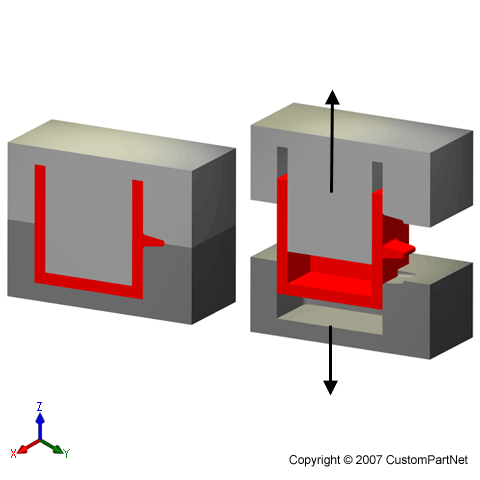 Yeni ayırma çizgisi kesmeye izin verir |
Bir özelliği yeniden tasarlamak harici bir alt kesimi kaldırabilir
 Menteşe ile birlikte | 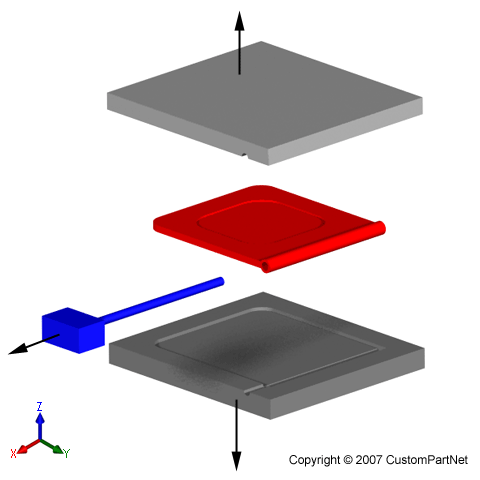 Menteşe yan çekirdek gerektirir |
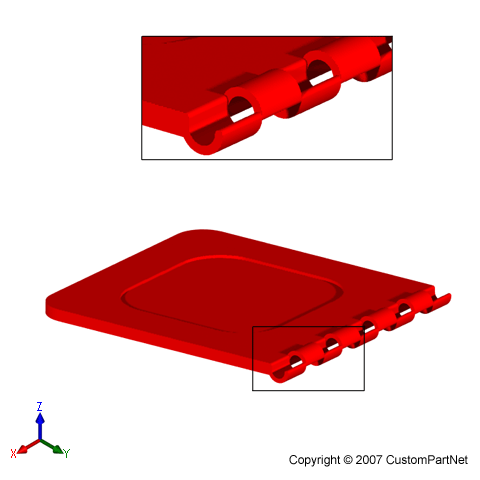 Yeniden tasarlanan menteşe | 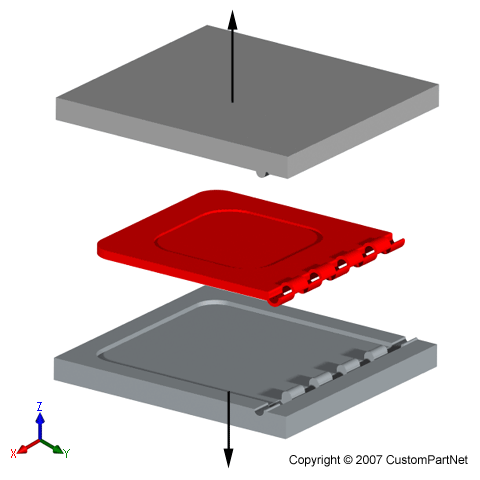 Yeni menteşe kalıplanabilir |
İç alt kesim sayısını en aza indirin
İç alt kesimler genellikle takım maliyetine katkıda bulunan iç çekirdek kaldırıcılar gerektirir
Bir parçanın yanına bir açıklık tasarlamak, bir yan çekirdeğin iç alt kesik oluşturmasına izin verebilir
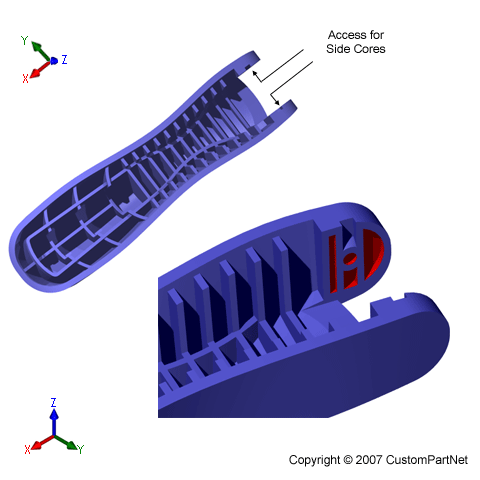 İç alttan kesmeli erişilebilir yandan |
Bir parçayı yeniden tasarlamak iç alt kesimi kaldırabilir
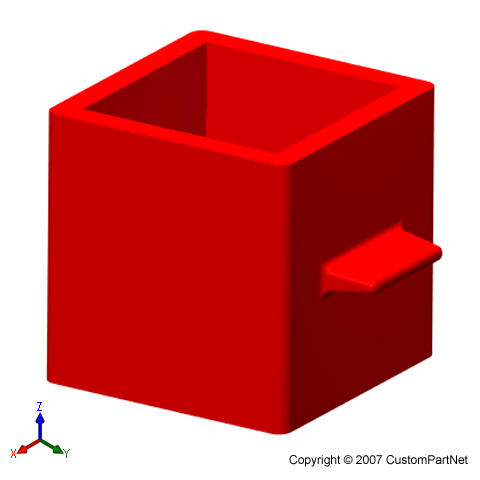
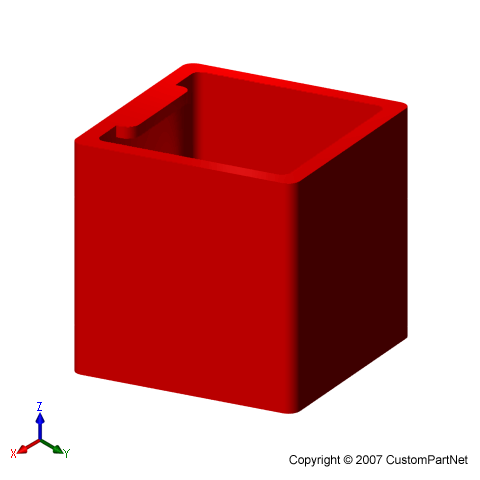 İç kesimli kısım | 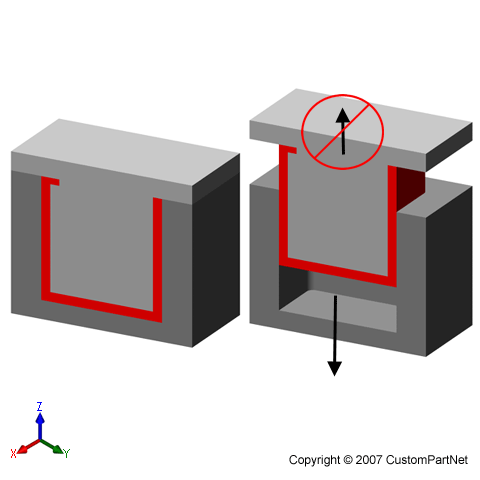 Kalıp ayıramaz |
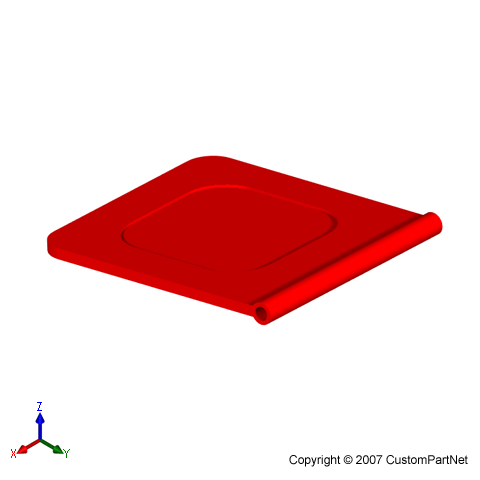
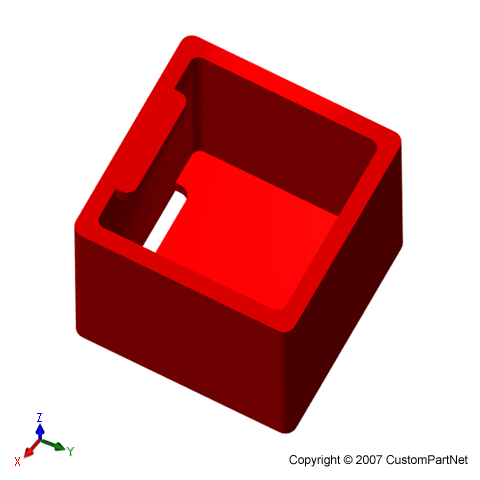 Yuva ile yeniden tasarlanan parça | 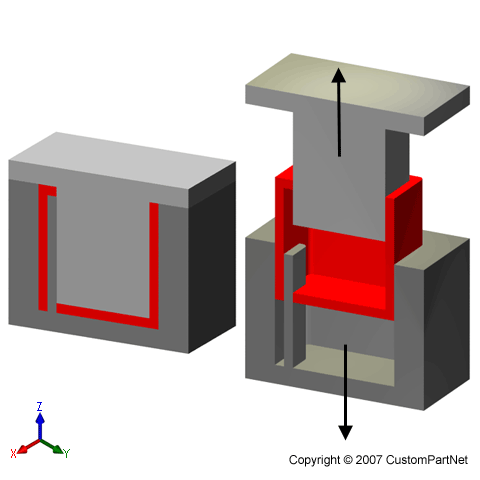 Yeni kısım kalıplanabilir |
Yan işlem yönlendirmesi sayısını en aza indirin
Ek yan hareket yönleri, kalıptaki olası boşlukların sayısını sınırlayacaktır
İş Parçacığı
Mümkünse, dış dişlere sahip olan özellikler, ayırma yönüne dik olarak yönlendirilmelidir.
Ayırma yönüne paralel olan dişli özellikler, takım maliyetine büyük ölçüde katkı sağlayan bir vida açma tertibatı gerektirecektir.
Bizimle iletişime geçin

B Blok, No 21, Nan Xing Üç Sokak, Nan Fang Endüstri Parkı,
Bei Ce, Humen, Dong Guan, Guang Dong, Çin.
Skype: derin kalıp
Tel: 86-15024107707
Etiketler: Plastik Parça Tasarımı, Özel 2K Enjeksiyon Kalıplama, BI-Enjeksiyon Kalıplama, Özel Plastik Kalıplar, İmalat Plastik kutular, Plastik Kalıplama, Özel Enjeksiyon Kalıplama





