Enjeksiyon Kalıplama Takımının Yapısı Nedir?
Mesaj bırakın
Enjeksiyon kalıplama takımının yapısı nedir?
İşleme 
Enjeksiyon kalıplama işlemi, özel takım olarak tipik olarak çelik veya alüminyumdan yapılmış kalıplar kullanır. Kalıp birçok bileşene sahiptir, ancak iki yarıya bölünebilir. Her bir yarısı enjeksiyonlu kalıplama makinesinin içine yerleştirilir ve arka yarının kaymasına izin verilir, böylece kalıp kalıbın ayrılma çizgisi boyunca açılabilir ve kapatılabilir. Kalıbın iki ana bileşeni kalıp çekirdeği ve kalıp boşluğudur. Kalıp kapatıldığında, kalıp çekirdeği ve kalıp boşluğu arasındaki boşluk, istenen parçayı oluşturmak için erimiş plastikle doldurulacak olan parça boşluğunu oluşturur. İki kalıp yarısının birkaç özdeş parça boşluğu oluşturduğu çoklu boşluklu kalıplar bazen kullanılır.
Kalıp tabanı 
Kalıp çekirdeği ve kalıp boşluğunun her biri kalıp tabanına monte edilir, bu daha sonra enjeksiyonlu kalıplama makinesinin içindeki levhalara sabitlenir. Kalıp tabanının ön yarısı, kalıp tabanının meme ile aynı hizada olması için, kalıp boşluğunun tutulduğu bir destek plakası, içine malzemenin ağızlıktan akacağı çam kovanı ve bir yerleştirme halkası içerir. Kalıp tabanının arka yarısı, kalıp çekirdeğinin bağlı olduğu ejeksiyon sistemini ve bir destek plakasını içerir. Sıkıştırma ünitesi kalıp yarısını ayırdığında, ejektör çubuğu ejeksiyon sistemini harekete geçirir. Ejektör çubuğu, ejektör plakasını ejektör kutusunun içinde ileri doğru iter ve ejektör pimlerini kalıp parçanın içine iter. Ejektör pimleri katılaşmış parçayı açık kalıp boşluğundan dışarı iter.
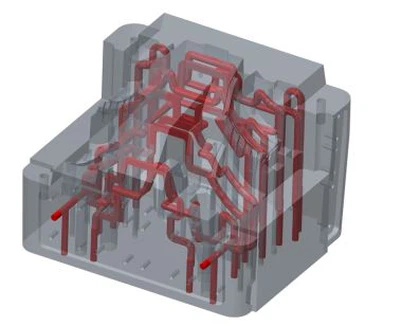
Kalıp koşucular 
Erimiş plastiğin kalıp boşluklarına akması için kalıp tasarımına birkaç kanal entegre edilmiştir. İlk olarak, erimiş plastik kalıba ladin içinden girer. Koşucular adı verilen ilave kanallar, erimiş plastiği ladin içinden doldurulması gereken tüm boşluklara taşır. Her koşucunun sonunda, erimiş plastik boşluğu akışı yönlendiren bir kapıdan girer. Bu kızakların içinde katılaşan erimiş plastik parçaya tutturulur ve parça kalıptan çıkarıldıktan sonra ayrılmalıdır. Bununla birlikte, bazen kanalları bağımsız bir şekilde ısıtan, içerilen malzemenin erimesini ve parçadan ayrılmasını sağlayan sıcak raylı sistemler kullanılır. Kalıbın içine yerleştirilen bir başka kanal tipi de soğutma kanallarıdır. Bu kanallar suyun boşluğa bitişik kalıp duvarlarından akmasını ve erimiş plastiği soğutmasını sağlar.
Kalıp tasarımı 

Kızaklara ve kapılara ek olarak, kalıpların tasarımında göz önünde bulundurulması gereken birçok tasarım sorunu vardır. İlk olarak, kalıp erimiş plastiğin tüm boşluklara kolayca akmasına izin vermelidir. Aynı derecede önemli olan, katılaşmış kısmın kalıptan çıkarılmasıdır, bu nedenle kalıp duvarlarına bir çekme açısı uygulanmalıdır. Kalıbın tasarımı ayrıca, ilave kalıp parçaları gerektirecek alt kısımlar veya dişler gibi parça üzerindeki karmaşık özellikleri de içermelidir. Bu cihazların çoğu, kalıbın kenarındaki parça boşluğuna kayar ve bu nedenle slaytlar veya yan işlemler olarak bilinir. En yaygın yan etki türü, dış alt kesmenin kalıplanmasını sağlayan yan göbektir. Diğer cihazlar kalıbın ucundan, iç alt kesiciyi oluşturabilen iç çekirdek kaldırıcılar gibi ayrılma yönü boyunca girer. Dişleri parçanın içine kalıplamak için, dişler oluşturulduktan sonra kalıptan dönebilen bir açma tertibatı gerekir.